9000不銹鋼反應罐總裝圖
- 文件介紹:
- 該文件為 rar 格式����,下載需要 20 積分
-
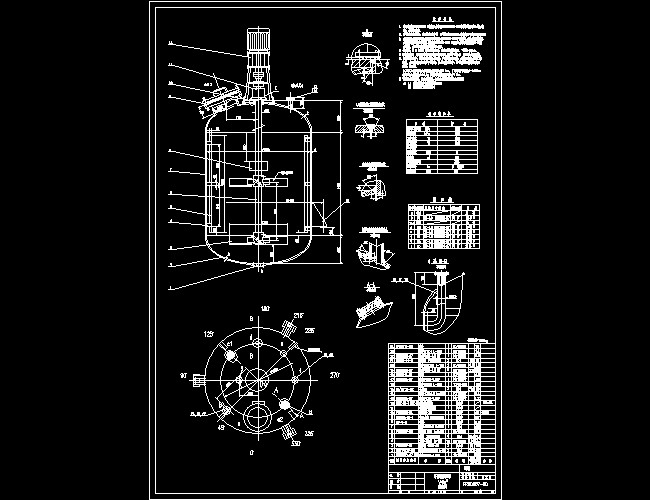
- 9000不銹鋼反應罐總裝圖:月年比圖 號 和 標 準 號件號設校審計對核名備 注 施 工 圖第張共 材 料 設 計 階 段 設 計 項 目數量稱重(kg)量總重單重張不按比例A.B類焊縫手工焊焊接接頭形式不按比例殼體與各斜接管的焊接形式不按比例不按比例殼體與各接管的焊接形式公稱直徑符號連 接 尺 寸 標 準連接面形式加 料 口視 鏡備 用 口人 孔漏 斗用口途(防爆)最高工作壓力電機功率 主要元件材料攪拌轉速工作介質裕度全容積腐蝕工作溫度設計溫度設計壓力管口表電機型號為YB100L2-4名稱技術特指性表標設備制成后�,不銹鋼外表面需酸洗鈍化處理,用藍點法檢驗�,以無藍點為合格。軸向(c)軸封處泄漏量<=5ml/h�����;(d)軸下端擺動量不大于1.0mm.設備組裝完畢����,以水代料進行試運轉,嚴禁進行空運轉�����,并使設備內達到工作設備檢驗合格后���,設備的油漆�,包裝和運輸按JB2536-80規定.壓力;試運轉時間應不少于4小時,在試運轉過程中����,不得有不正常的振動和)軸上端部機封處徑向擺動量不大于0未注接管伸出高度均為150 注:1)噪音����,并測定:竄動量形式與尺寸除圖中注明外按HG20583-1998中的規定焊接采用電弧焊����,手工焊焊條牌號:不銹鋼之間用A102,本設備參照GB150-1998《鋼制壓力容器》HG/T20569-94《機械攪拌設備》進行制焊接按JB/T4709-2000《鋼制壓力容器焊接規程》的要制成后��,以試驗時控制水中Cl ˉ含量≤5mg/L���。用A302.角高度按較薄件的厚度;造���,試驗和驗收.法蘭的焊接按相應的法蘭進行水壓試驗��,求進行,焊接接頭的碳鋼與不銹鋼之間標準���。要技術求,未注角焊縫的焊組合件法蘭接管筒體攪拌器橢圓封頭法蘭組合件組合件組合件組合件接管減速機及機架機械密封底板視鏡Ⅱ快開人孔攪拌軸蘇州二化設耳座銘牌漏斗法蘭組合件設備總重:突 面突 面突 面突 面突 面放 氣 口不銹鋼反應罐裝配圖擋板放 料 口常溫常溫常壓常壓法蘭接管接管料框迪迪(改)法蘭借用圖不按比例不按比例孔四擋板均怖{fRomanS|b0|i0|c134|p2;可上調200}角鋼∠突 面備 用 口...
 熱門關鍵詞:
熱門關鍵詞: 

