兩版式注塑模裝配圖
- 文件介紹:
- 該文件為 rar 格式,下載需要 20 積分
-
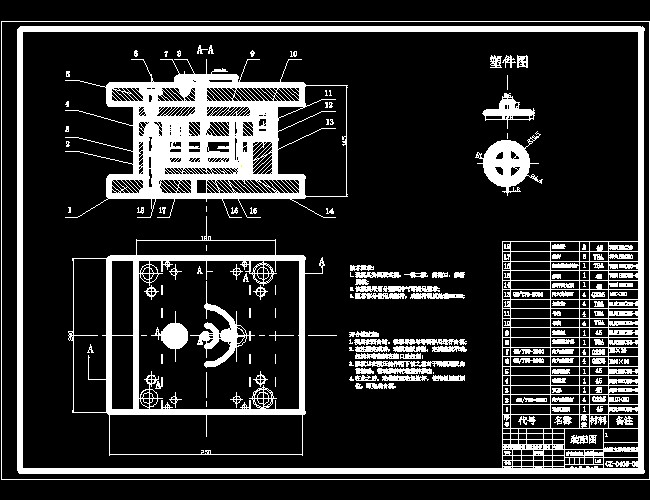
- 兩版式注塑模裝配圖塑件圖技術(shù)要求:Ppi-5,l5;1.該模具為兩版式模,一模二腔,側(cè)澆口,推桿P 脫模;Ppi0,l0;2.該模具采用分型面排氣可滿足要求;P3.型芯部分使用成型桿,成型桿調(diào)質(zhì)處理HRC30;序P號(hào)代號(hào)名稱數(shù)P量材料備注導(dǎo)柱推桿動(dòng)模底板內(nèi)六角螺釘支架動(dòng)模板定模底板內(nèi)六角螺釘主流道襯套定模板導(dǎo)套復(fù)位桿內(nèi)六角螺釘推桿固定板推板成型桿內(nèi)六角螺釘淬火調(diào)質(zhì)按鈕支撐架注塑模H0.8333x;開合模過(guò)程:P1.模具在閉合時(shí),依靠導(dǎo)柱與導(dǎo)套作用進(jìn)行合模;P2.在注塑完成后,動(dòng)模底板后退,定模底板不動(dòng),P 拉料桿將塑料在澆口處拉斷;P3.推板15在液壓的作用下使之相對(duì)于動(dòng)模底板向P 前運(yùn)動(dòng)。帶動(dòng)推件桿將塑件推出;P4.在此之后,動(dòng)模板驅(qū)動(dòng)復(fù)位桿,使推板回到原P 位,即完成合模。H1.2x; 主流道拉料桿調(diào)質(zhì)調(diào)質(zhì)調(diào)質(zhì)調(diào)質(zhì)調(diào)質(zhì)調(diào)質(zhì)調(diào)質(zhì)調(diào)質(zhì)調(diào)質(zhì)調(diào)質(zhì)調(diào)質(zhì)調(diào)質(zhì)年月日簽名更改文件號(hào)設(shè)計(jì)標(biāo)記處數(shù)分區(qū)標(biāo)準(zhǔn)化審核批準(zhǔn)階段標(biāo)記重量比例}{fSimSun|b1|i0|c134|p2;共 5 張 第 1 張裝配圖工藝}...
 熱門關(guān)鍵詞:
熱門關(guān)鍵詞: 

