|
|
|
|
<dfn id="iplhu"><tbody id="iplhu"></tbody></dfn> | | | <xmp id="iplhu"><span id="iplhu"></span>|
| |
|
<span id="iplhu"></span>
650軋機(jī)牌坊CAD圖紙
- 文件介紹:
- 該文件為 rar 格式,下載需要 20 積分
-
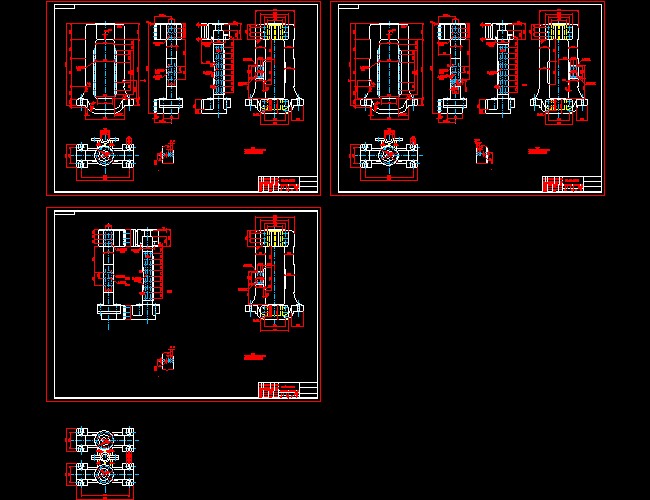
- 650軋機(jī)牌坊CAD圖紙標(biāo)記處數(shù)更改文件號簽 字日期 設(shè)計(jì)標(biāo)準(zhǔn)化校對批準(zhǔn)審核工藝日期圖 樣 標(biāo) 記重 量比 例共 張第 張500/180-650左牌坊孔深50鉆孔深60鉆孔深60鉆孔深352-M24深42鉆孔深60鉆孔深35裝配時(shí)配制技術(shù)條件1.未注明之鑄造圓角半徑R=10~30mm2.鑄件不得有裂紋、氣孔夾雜物等鑄造缺陷。標(biāo)記處數(shù)更改文件號簽 字日期 設(shè)計(jì)標(biāo)準(zhǔn)化校對批準(zhǔn)審核工藝日期圖 樣 標(biāo) 記重 量比 例共 張第 張500/180-650右牌坊孔深50鉆孔深60鉆孔深60鉆孔深352-M24深42鉆孔深60鉆孔深35裝配時(shí)配制技術(shù)條件1.未注明之鑄造圓角半徑R=10~30mm2.鑄件不得有裂紋、氣孔夾雜物等鑄造缺陷。標(biāo)記處數(shù)更改文件號簽 字日期 設(shè)計(jì)標(biāo)準(zhǔn)化校對批準(zhǔn)審核工藝日期圖 樣 標(biāo) 記重 量比 例共 張第 張500/180-650左牌坊2-M24深42鉆孔深60鉆孔深35裝配時(shí)配制技術(shù)條件1.未注明之鑄造圓角半徑R=10~30mm2.鑄件不得有裂紋、氣孔夾雜物等鑄造缺陷。鉆孔深60鉆孔深60鉆孔深35...
 熱門關(guān)鍵詞:
熱門關(guān)鍵詞: 

